Continuous tunnel microwave systems are able to process more product with less labor. In most applications, we recommend a continuous tunnel. For these systems, there is a larger footprint and a cavity loading requirement. Whether you are tempering, cooking, drying, or heating – Ferrite Microwave Technologies has a wide range of standard and custom solutions.
Continuous & Tunnel Systems
FMT’s continuous and tunnel systems are belt-based systems used for high-volume microwave processing. There are several food and non-food applications for systems that utilize microwave properties for drying and heating. Examples include timber processing, coal drying, and bio-waste treatment. New applications are being tested and proven every day.
Tempering Tunnels

Continuous tunnel oven systems for tempering frozen food products offer several benefits. Continuous tunnels offer increased energy efficiency, decreased process time, a more uniform temperature, more precise control, and decreased equipment footprint, when compared to conventional methods, such as rooms or racks. Solutions such as Ferrite Microwave Technologies MIP12 continuous tunnel microwave oven system can process up to 17,000 pounds of product per hour.
Continuous Ovens

Continuous cooking tunnel microwave oven systems were first introduced to the precook bacon processing marketplace in the late 1970s. As requirements grew over the following decades, major food companies took an interest in the process. This led to much more powerful microwave equipment and systems. Now, continuous cooking is a much more refined process. Tunnels like FMT’s MIP11 offer hundreds of kilowatts of power per system and offer a more streamlined production approach.
Heating & Drying

The MIP9 Booster Oven is a continuous heating and drying microwave system. Whether the goal is to raise the core temperature of a product, or evaporate water or moisture, this continuous tunnel microwave oven system is utilized for a wide range of applications. FMT customers utilize the energy efficiency of our microwave heating and drying systems to drive water out of items ranging from snack foods and spices, to industrial building products, biomass, and other organic matter.
Video: Continuous Microwave Tunnel
As Microwave Experts since 1983, we offer several solutions for tempering, defrosting, cooking, and boost heating various food items. This includes continuous tunnels for products such as seafood, chicken, meat, bakery products, and beyond. Ferrite Microwave Technologies is the leading global provider of high-power of high-power microwave components and systems.
Continuous Systems: Components
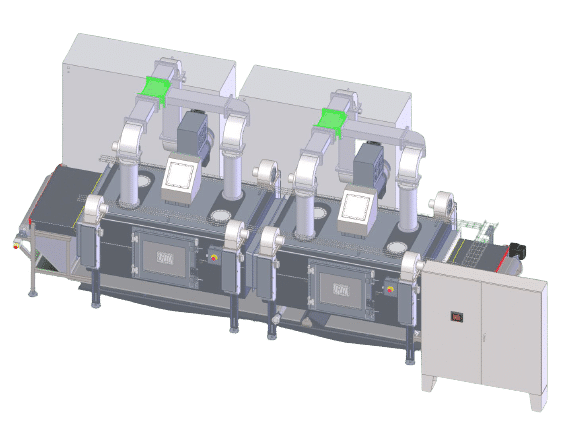
When we speak of a continuous tunnel system as a whole, we’re talking about all of the components unified as one. All systems are comprised of: power supply, magnetron, applicator, stirrer, waveguide, suppression system, and a control box. As a Microwave Techniques company, we produce 100% of our own internal waveguides, circulators, water loads, and auto-tuner technology.

What About Safety?
Often the largest concern potential users have when considering implementing continuous tunnel microwave oven systems is safety. In the case of belt-fed systems, chokes and leak detectors wired with automatic shutoffs ensure safety. All of Ferrite Microwave Technologies systems meet applicable government safety standards (OSHA and Health & Human Services). Overall, microwave technology is safe, energy efficient, and fast.
Continuous Tunnel Microwave Oven Systems: Modeling & Design
Ferrite Microwave Technologies regularly performs extensive modeling of new applications for custom cavity development. FMT designs, engineers, and models both for ourselves, and as a service to prospective customers. We’re proficient in integrating microwave devices and systems into existing processes and infrastructure. Contact the team at Ferrite Microwave Technologies today to speak with a microwave expert.